
Performance degradation in industrial facilities rarely happens overnight. It’s gradual, almost imperceptible at first, until suddenly it becomes a bottleneck that affects everything downstream. That’s exactly what happened at one of the Middle East’s largest onshore facilities, where Low Pressure (LP) and Medium Pressure (MP) compressors started showing signs of continuous fouling.
What began as a maintenance concern quickly escalated into a production constraint that threatened the facility’s business plan targets.
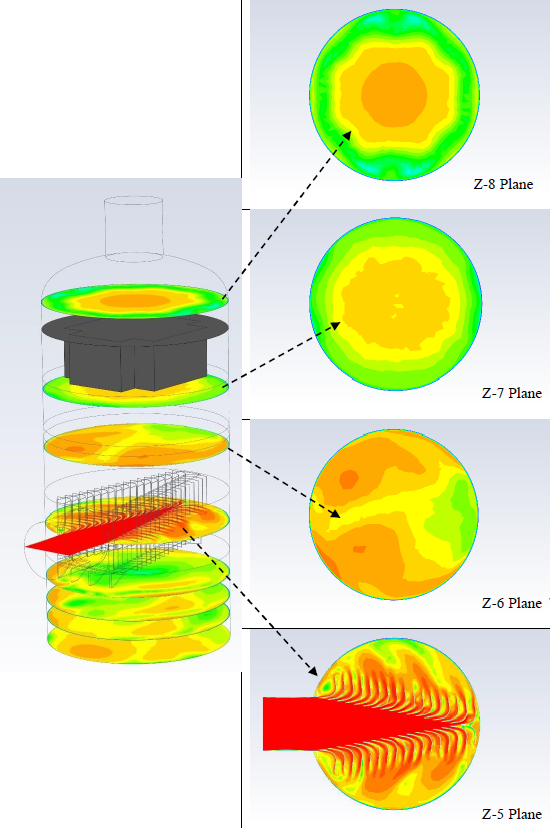 Contour of velocity in isometric and 2D plan views in scrubber
Contour of velocity in isometric and 2D plan views in scrubber
The compressors at this facility were experiencing continuous fouling, and the culprit was liquid carryover. This wasn’t just an isolated maintenance headache. The problem had multiple cascading effects across operations.
Compressor performance kept deteriorating, forcing the facility to schedule overhauls more frequently. Each overhaul meant downtime, additional costs, and operational disruption. But the real impact went beyond immediate maintenance concerns.
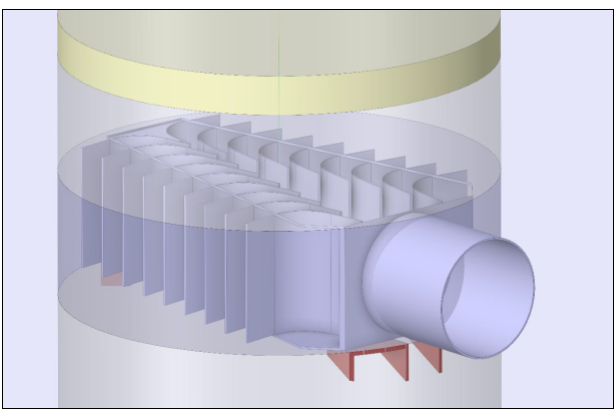
Zoomed view of inlet device Schoepentoeter
The facility had ambitious plans. Their 2024-28 business plan included a 20% technical production rate increase, and the compressor fouling issue was directly blocking this target. When the operations team investigated deeper, they traced the problem back to the existing suction scrubber designs, which simply weren’t adequate anymore for the operational demands.
The diagnosis was clear. The old suction scrubbers couldn’t handle the liquid carryover effectively, which meant liquid was making its way into the compressors and causing fouling. This continuous contamination degraded compressor performance and created a cycle of increasing maintenance requirements.

Contour of velocity in isometrics and 2D plan views in filter
For a facility with production expansion goals, this wasn’t acceptable. The solution was straightforward in concept: replace the old suction scrubbers and add new suction filters to the system.
But replacing critical equipment in an operating facility isn’t something you do on assumptions. The project team needed confidence that these new designs would deliver the required performance. That’s where CFD analysis became essential.
Mechartes was brought in to run comprehensive CFD analysis on the proposed scrubber and filter designs. The goal wasn’t just to model the equipment but to validate that it would meet specific operational requirements under all expected conditions.
You can’t just swap equipment and hope it works. The analysis needed to prove that these designs would solve the fouling problem and support the facility’s production targets.
The CFD work had very specific targets to validate:
Liquid carryover had to stay at or below 0.1 USG/MMSCFD. This was critical because excessive liquid carryover was the root cause of the fouling problem.
Pressure drop limits were set at 0.1 bar across scrubbers and 0.5 bar across filters. These thresholds ensured the new equipment wouldn’t create new operational constraints while solving the fouling issue.
Separation efficiency requirements were demanding. Scrubbers needed to achieve over 99% removal of droplets 10 microns and larger, while filters had to remove over 99% of droplets 1 micron and larger.
These weren’t arbitrary numbers pulled from vendor catalogs. They represented what the facility needed to hit their production goals while maintaining reliable operations.
The CFD analysis validated the proposed designs across all criteria. All scrubbers and filters stayed comfortably within the liquid carryover limits. The separation efficiency targets were met with the recommended internals, and pressure drops remained below the guaranteed thresholds across all operating conditions.
Beyond just validating the overall designs, the analysis also specified minimum requirements for critical internal components. The vane-type inlet device (Schoepentoeter), vane pack, swirl deck, and coalescer elements all had specific performance requirements that needed to be met.
The analysis emphasized the importance of vendor guarantees on droplet removal efficiency and material compliance, particularly given the sour gas environment these components would operate in. Material selection matters in harsh operating conditions, and the CFD work helped define exactly what was needed.
The real value of this validation work shows up in operational results. Reduced compressor fouling translates directly to better performance and reliability. Maintenance intervals can be extended, unplanned downtime decreases, and the compressors can operate at their designed efficiency.
Most importantly for the facility, this work cleared the path to support their production targets. What started as a persistent operational problem became a solved engineering challenge.
The facility can now move forward with their capacity expansion plans, confident that the compressor systems won’t be the limiting factor. Sometimes that’s exactly what good CFD work does. It removes uncertainty so operations can move forward with confidence.
Compressor fouling might seem like a straightforward maintenance issue, but its impacts ripple through production capacity, operational reliability, and business planning. When existing equipment becomes a constraint, upgrading isn’t enough. You need validation that the new designs will perform.
CFD analysis provides that confidence. By modeling liquid carryover, separation efficiency, and pressure drops under real operating conditions, facilities can make equipment decisions based on data rather than assumptions.
At Mechartes, we’ve worked on validation studies across oil and gas, petrochemical, and power generation facilities. Our CFD analysis helps engineering teams solve operational constraints and support capacity expansion with confidence.
Ready to discuss how CFD can help solve performance bottlenecks in your facility?
Contact us to explore solutions tailored to your operational challenges.